Электроды ОК 67.50 ф 3,2 (5.1 кг) ESAB
в корзину
| Использование | Для нержавеющих сталей |
| Диаметр электрода, мм | 2,5 |
| Длина электрода, мм | 300 |
Описание сварочных электродов ESAB OK 67.50 для сварки высоколегированных коррозионностойких сталей
Электрод предназначен для сварки аустенитно-ферритных (стандартных дуплексных) сталей типа 22%Cr-5%Ni-3%Mo-N, таких как 08Х21Н6М2Т, 02Х22Н5АМ3, S31803, S32205, W.Nr 1.4462 и им аналогичных. Их можно также применять для сварки «бюджетных» дуплексных сталей, кроме случаев, когда легирование Mo может отрицательно сказаться на коррозионной стойкости. Наплавленный металл характеризуется высокими прочностными и пластическими свойствами в сочетании с хорошей коррозионной стойкостью. Критическая температура питтинговой коррозии у наплавленного металла (Critical Pitting Temperature) CTP=27,5°C, а эквивалент сопротивляемости питтинговой коррозии (Pitting Resistibility Equivalent) PRE = %Cr + 3,3%Mo + 16%N примерно равен 36. Основными областями из применения являются производство технологического оборудования для целлюлозно-бумажной промышленности и морских платформ для обработки и транспортировки нефти и газа. Для стандартных дуплексных сталей удельное тепловложение следует выдерживать в диапазоне 0,5-2,5 кДж/мм, а межпроходную температуру не выше 200°С. Содержание ферритной фазы в наплавленном металле в исходном после сварки состоянии составляет 25…35% (FN 35-50).
Свариваемые стали: 08Х21Н6М2Т,03X22H9AM3, ферритоаустенитные нержавеющие стали с высоким cопротивлением коррозии под напряжением (дуплексные стали) и т.п. Электрод обеспечивает композицию наплавленного металла с высокими коррозионными свойствами и высоким пределом текучести. Широко используется для сварки трубопроводов. Обеспечивает стойкость металла шва против межкристаллитной коррозии.
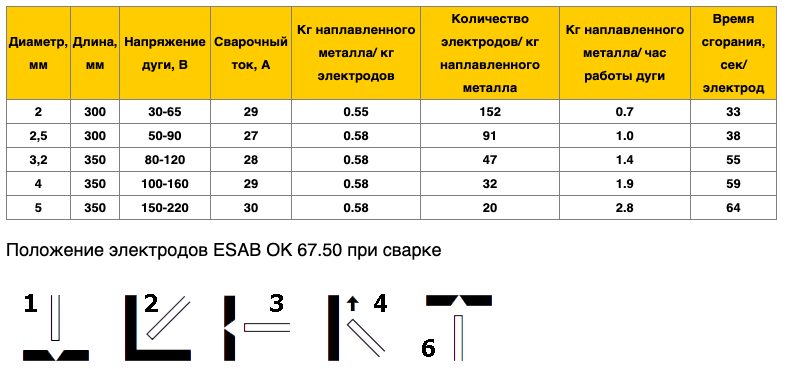
Параметры сварки электродами ESAB OK 67.50